Fugitive emissions from valve stem packing remain one of the most persistent sources of leakage in process plants handling toxic, flammable, or high-value fluids. Conventional packed-gland valves rely on periodic tightening and replacement to control leakage, which is inadequate for applications involving hydrogen, ammonia, chlorine, or hydrocarbon vapors where even trace emissions carry safety, environmental, and regulatory consequences. The Bellow seal valve addresses this problem through a fundamentally different sealing mechanism — eliminating the stem packing leak path entirely. This article examines the design principles, standards, and selection criteria engineers should apply when evaluating bellow seal valves and the manufacturers who produce them.
How Bellow Seal Valve Design Works
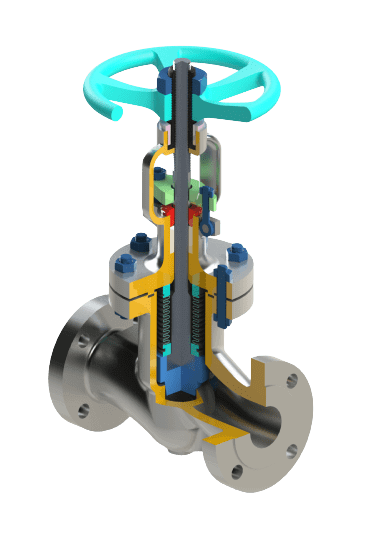
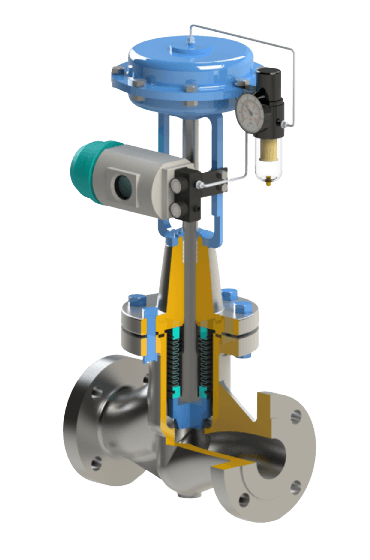
A bellow seal valve replaces or supplements conventional stem packing with a metallic bellows — a flexible, corrugated element welded between the valve bonnet and the stem. As the stem travels during operation, the bellows expands and contracts, maintaining a fully welded, hermetic barrier between the process fluid and atmosphere.
 |
| Bellow Seal Globe Valve Manufactuers in India |
Primary and Secondary Sealing
Most bellow seal valves are supplied with a secondary packing arrangement above the bellows. This is not a compromise on zero-leakage performance — it functions as a safety backup in the rare event of bellows failure, allowing continued safe operation until the valve can be scheduled for maintenance rather than causing an unplanned shutdown.
Bellows Material and Cycle Life
Bellows are typically fabricated from SS316L, Inconel, or Hastelloy, chosen based on corrosion resistance and cyclic fatigue requirements. Cycle life — the number of open-close operations before fatigue failure — is a critical specification for control and isolation valves subject to frequent actuation, and should be validated through manufacturer testing data rather than assumed from material grade alone.
Standards Governing Bellow Seal Valve Performance
Buyers evaluating bellow seal valve manufacturers should request documented compliance with the following:
Fugitive Emissions Certification
ISO 15848-1 is the primary standard for qualifying stem sealing performance, defining leakage classes (A, B, C) and endurance test cycles under thermal and mechanical cycling. A bellow seal valve claimed as "zero-leakage" without ISO 15848-1 test data should be treated with caution.
Pressure-Temperature and Design Standards
Valve body design should conform to ASME B16.34 for pressure-temperature ratings, with face-to-face dimensions per ASME B16.10 and flange compliance to ASME B16.5. For pipeline and plant piping applications, API 6D governs broader design and testing requirements.
Fire-Safe and Sour Service Requirements
Where bellow seal valves are deployed in hydrocarbon or sour gas service, API 607 fire-safe testing and NACE MR0175/ISO 15156 material compliance remain applicable — the bellows eliminates stem leakage risk but does not exempt the valve from broader service qualification requirements.
Typical Applications
Hazardous and Toxic Fluid Handling
Bellow seal valves are specified extensively in ammonia, chlorine, hydrogen, and other toxic gas services where atmospheric release poses direct safety risk. Fertilizer plants, chlor-alkali facilities, and hydrogen processing units are common end users.
High-Value and High-Purity Process Streams
In pharmaceutical intermediates, specialty chemicals, and high-purity gas systems, bellow seal valves prevent both outward leakage and inward atmospheric contamination — a bidirectional benefit conventional packed valves cannot offer.
Evaluating Bellow Seal Valve Manufacturers
Not every manufacturer offering bellow seal valves has in-house bellows fabrication and welding capability. Buyers should confirm:
- In-house TIG welding of bellows-to-stem and bellows-to-bonnet joints, with qualified welding procedures (WPS/PQR)
- Helium leak testing of the bellows assembly prior to final valve assembly
- Documented cycle testing data supporting the stated service life
- Third-party witnessed testing availability (Lloyd's, TÜV, Bureau Veritas) for critical orders
Conclusion
Freture Techno Pvt. Ltd. manufactures bellow seal valves engineered to ASME B16.34, ISO 15848-1, API 607, and NACE MR0175 standards, with in-house bellows welding and testing capability for oil & gas, petrochemical, power, and chemical process applications.
Sourcing zero-leakage valves for hazardous service? Contact Freture Techno's engineering team to discuss bellows material selection, cycle life requirements, and test certification for your application.








.png)
